Синусный стол что это
Развитие. Образование примитивной оболочки мозга начинается с единичных клеток нервного гребня. На 23-25 сутки образуется закладка оболочки, в которой через пару суток обнаруживаются псевдоворсинки твердой мозговой оболочки (ТМО), которые впоследствии редуцируются. 38-39-е сутки являются ключевым моментом формирования архитектоники ТМО. Далее, когда эмбрион достигает размера 15 мм, архитектоника оболочечной системы головного мозга начинает приобретать элементы дефинитивной структуры.
ТМО с самого начала эмбриогенеза обуславливает «футлярное развитие» центральной нервной системы в соответствии с принципом осевой симметрии [1].
Анатомическое строение. Dura mater encephali представляет собой оболочку беловатого цвета из плотной фиброзной ткани с большим количеством эластических и коллагеновых волокон, не содержит сосудов и состоит из двух листков. Служит одновременно внешней оболочкой головного мозга и тесно контактирует с внутренней надкостницей костей черепа. У детей ТМО прочно соединяется с костями черепа, а у взрослых она во многих местах соединяется не так прочно. В определенных местах выражено расщепление durae mater на два листка. В них располагаются венозные синусы, полость полулунного узла и эндолимфатического мешка. Так же в головном мозге она образует многочисленные отростки. Их принято делить на наружные и внутренние. Наружными отростками являются оболочки черепных нервов. Внутренние отростки делят полость черепа на несколько отделов [9].
Сагиттальные отростки называются серповидными. Поперечные же образуют палатку мозжечка и диафрагму турецкого седла. Оба серповидных отростка сходятся в области protuberantia occipitalis interna, образуя крест. Внутренняя гладкая поверхность durae mater encephali соединятся с другими оболочками при помощи мозговых вен, вливающихся в венозный синус ТМО, и так называемых арахноидальных ворсинок. Ворсинки развиваются постепенно и прорастая в твёрдую оболочку, не выпячивая стенки синуса, а прободая ее и вступая в непосредственное соприкосновение с эндотелием венозного синуса. Таким образом, пахионовы грануляции располагаются вдоль синусов головного мозга. Это образования, встречающиеся только в головном мозге, больше всего их на поверхностях полушарий мозга и гораздо меньше в мозжечке. Имеются исследования о том, что количество пахионовых грануляций возрастает при различных заболеваниях, таких как: эпилепсия, пороки сердца, слабоумие, также при хроническом алкоголизме.
Самым крупным образованием является серп большого мозга (falx cerebri), он находится в сагиттальной плоскости и проникает между полушариями мозга. Имеет вид серповидной изогнутой пластинки в виде двух листков. Начинается от заднего края петушиного гребня и почти вплотную примыкает к мозолистому телу и у верхнего края намета мозжечка заканчивается. Около линии сращения намета мозжечка и серпа большого мозга располагается прямой синус, посредством которого соединяются между собой верхний и нижний сагиттальные, поперечные и затылочные синусы [11]. Серп мозжечка (falx cerebelli) так же, как и серп большого мозга, располагается в сагиттальной плоскости. В его основании образуется затылочный синус. Передний край проникает между полушариями мозжечка, а задний идет до заднего края большого затылочного отверстия.
Важными образованиями являются синусы, которые образуются за счет расщепления оболочки на 2 листка.
Синусы ТМО представлены:
Особенности синусов (sinus durae matris):
Еще одним образованием является каменисто-наклоненная связка, в образовании которой участвуют волокна, которые идут к заднему наклоненному отростку от верхушки пирамиды. По Доленсу выделяют также фиброзные кольца, которые отвечают за фиксацию внутри пещеристого синуса внутренней сонной артерии. Отростки durae mater encephali образуют полость, называемую тройничной, в которой расположены корешок и узел тройничного нерва. Эти отростки также образуют манжеты, которые охватывают сосуды, а также черепные нервы на выходе их из мозга. Они очень хорошо выражены у нервов, которые выходят из яремного отверстия. Также под турецким седлом расположена диафрагма седла (diaphragmа sellae), которая образует его крышу. Под ней залегает гипофиз.
Между костями свода черепа и durae mater encephali имеется щелевидное пространство, которое названо эпидуральным и содержит эпидуральную жидкость. Внутренняя ее поверхность со стороны субдурального пространства выстлана эндотелием. Конечно, оно значительно уступает эпидуральному пространству позвоночного канала, но все же существует.
Несмотря на то, что ТМО считается бессосудистой, все же в ней имеются сосудистые сети: внутренняя и наружная капиллярные и артериовенозная. Внутренняя сеть находится под эндотелием ТМО, артериовенозная сеть расположена в толще оболочки и состоит из венозной и артериальной части. В наружную часть жидкость оттекает из эпидурального пространства [7].
Некоторые заболевания связанные с патологией ТМО. Субдуральная гематома возникает, когда существует скопление крови между твердой и арахноидальной мозговыми оболочками, обычно в результате разрыва соединительных вен, в качестве последствий травмы головы. Эпидуральная гематома представляет собой совокупность крови между твердой мозговой оболочкой и внутренней поверхностью черепа и обычно вызвана артериальным кровотечением. Интрадуральные процедуры, такие как удаление опухоли головного мозга или лечение невралгии тройничного нерва с помощью микрососудистой декомпрессии, требуют разреза ТМО. Для достижения герметичного восстановления и предотвращения возможных послеоперационных осложнений твердая оболочка обычно закрывается швами. В случае дефицита собственной ткани ТМО для замены оболочки можно использовать дуральный заменитель. Небольшие промежутки в твердой оболочке могут быть покрыты хирургической пленкой для герметичности.
Эпидуральный абсцесс – это инфекция внутри эпидурального пространства в любом месте головного или спинного мозга. Твердая мозговая оболочка образует внутреннюю оболочку костного черепа, и в нормальных условиях между черепом и твердой мозговой оболочкой нет места. Повышение внутричерепного давления (ВПД), связанное с инфекциями, воспалением или опухолями, открывает эпидуральное пространство и отделяет кость от ткани. Это новообразованное эпидуральное пространство может содержать кровь, гной или абсцесс. Ниже большого отверстия эпидуральное пространство расширяет длину позвоночника. Он имеет 2 отделения: истинное пространство сзади и сбоку от спинного мозга, содержащее амортизирующий слой жира, заключенный в проникающие артерии и обширное венозное сплетение, и потенциальное переднее пространство, где твердое тело прилипает к задней поверхности тела позвонка. Эпидуральные абсцессы возникают в результате инфекций, вовлекающих спинномозговое или краниальное эпидуральное пространство. Внутричерепные эпидуральные абсцессы (ВЭА) являются осложнениями черепной хирургии или травмы; они также могут осложнять оториноларингологические инфекции или другие процедуры на шее и грудной клетке. Спинальный эпидуральный абсцесс (СЭА) может иметь острое и хроническое проявление. Эта простая категоризация коррелирует с определенными клиническими и лабораторными проявлениями, бактериологическими и спинномозговыми жидкостями, анатомическими деталями и патологией. Острый СЭА обычно длится менее 2 недель с лихорадкой и признаками системного воспаления из гематогенного источника. Это контрастирует с тонкой, лихорадочной и давней хронической СЭА, возникшей в результате прямого распространения остеомиелита позвонков. Оба присутствуют с болями в спине и корешке, но лейкоцитоз (в сыворотке и ЦСЖ) чаще встречается в острой форме, а не в хронической. Острые формы расположены позади спинного мозга, но хронические формы обычно являются передними к спинному мозгу. Общая патология гнойная и экссудативная при острой, но с грануляционной тканью при хронической.
В 2011 году исследователи обнаружили соединительнотканный мостик между шейной частью durae mater encephali и m. rectus capitis posterior major. Различные клинические проявления могут быть связаны с этими анатомическими отношениями, такие как головные боли, невралгия тройничного нерва и другие симптомы, связанные с шейной частью ТМО. M. rectus capitis posterior minor имеет аналогичную связь [6].
Оболочечно-мышечные, оболочечно-связочные соединения в верхнем шейном отделе позвоночного столба и затылочных областях могут давать ответы на вопросы о причинах цервикогенной головной боли с точки зрения анатомии и физиологии. Это предположение будет также объяснять эффективность манипуляций при лечении цервикогенной головной боли [5].
Дуральная эктазия – это расширение durae mater encephali и распространена она при нарушениях развития соединительной ткани, таких как синдром Марфана и синдром Элерса-Данлоса. Эти состояния иногда обнаруживаются в связи с мальформацией Арнольда-Киари [10].
Спонтанная утечка цереброспинальной жидкости – это потеря жидкости и давления в цистернах мозга из-за отверстий в dura mater encephali.
Также, одним из частых патологических состояний является тромбоз венозных синусов головного мозга. Его диагностика сопряжена с МРТ, МР- и КТ- веносинусографии.
Заключение. Таким образом, знание архитектоники dura mater encephali, особенностей строения синусов ТМО, циркуляции венозной крови в них, а также особенностей развития некоторых патологических состояний связанных с нарушением строения dura mater является основополагающим фактором эффективной диагностики в практике врача.
Превратить обычный фрезерный станок в многофункциональное оборудование позволит наклонно-поворотный стол
Поворотный стол для фрезерного станка дает детали дополнительные степени свободы. Заготовка вращается вокруг оси, подставляя фрезе разные плоскости для обработки.
Наклоняется, чтобы в ней сделали косые и радиальные выборки. Приспособления используются на многих видах оборудования с поступательным движением рабочего стола.

Сфера применения и преимущества
Кроме фрезерного оборудования, поворотный стол устанавливается на сверлильные, расточные и другие станки, стол которых вместе с деталью перемещается только в горизонтальной или вертикальной плоскости относительно шпинделя с режущим инструментом.
Поворотный стол позволяет обрабатывать заготовки на фрезерном станке по контуру, создавая сложную конфигурацию, спиральные канавки, пазы и отверстия. В зависимости от типа поворотного стола, на станке можно вырезать в детали пазы под любым углом к базовой поверхности, сверлить и растачивать отверстия без переустановки детали с точностью до десятых, и даже сотых долей градуса.
Использование поворотного стола на фрезерном станке дает преимущества:
Поворотный стол позволяет делать обработку сложных деталей на фрезерном станке с одной установки.
Классификация
Поворотные столы классифицируются по разным параметрам:
Для массового производства применяются приспособления с расширенным функционалом, совмещенные с делительной головкой и сложные конструкции для станков с ЧПУ.
Круглый
Самая простая конструкция поворотного стола. Заготовка вращается вокруг оси, расположенной вертикально.

Приспособление позволяет обрабатывать боковые поверхности, создавать многогранники, снимать фаски и делать пазы и расточку.
Вертикально-наклоняемый
Стол вращается вокруг своей оси и наклоняется на 45⁰ в перпендикулярной плоскости. Используется для фрезеровки сложных рельефов, сверловки и расточки отверстий под углом к основанию. Устройство обеспечивает высокую точность пространственного расположения отверстий.

Вертикально-наклоняемый с поворотными дисками
Поворотные диски в комплекте поворотного стола используются как делительная головка. Обычно их 3 шт. с разным соотношением отверстий. Они механически проворачивают заготовку на определенный угол в соответствии с количеством зубьев. Использование приспособлений позволяет нарезать шестерни и зубчатые колеса с прямым и косым зубом.
Горизонтальный
Поверхность планшайбы расположена в плоскости оси Z. Устройство позволяет выполнять круговое фрезерование, обработку уступов, пазов, сверление расточку.

С вакуумным захватом (для агрегатов с ЧПУ)

Средства, расширяющие возможности металлообрабатывающего оборудования
Рабочий стол фрезерного станка движется линейно в 2 или 3 направлениях. Поворотный стол вращает заготовку, поворачивая ее к шпинделю с режущим инструментом, разными гранями и наклоняя под углом. Это позволяет производить несколько операций с одной установки, более точно выдерживать межцентровые размеры, расстояние от выступов и пазов.
Синусный
Синусный стол отличается высокой точностью. Поворачивается с точностью до одной секунды. Устанавливается зубчатых косозубых колес, спиральных канавок благодаря синхронному вращению планшайбы и ее наклона на угол. Для ручного управления имеется грубая и тонкая настройка, по 2 лимба на каждое перемещение.
Для сверлильного станка
Накладные поворотные столы устанавливаются на стол сверлильного станка при радиальном расположении отверстий. Равномерное вращение детали позволяет сверлу делать отверстия на равном расстоянии от центра вращения, исключая постоянные перестановки. Стол с наклоном до 45 градусов предназначен для сверловки под углом к поверхности детали.

Круглый, магнитный
Магнитные электрические катушки возбуждаются при подаче на них тока в несколько раз быстрее обычного механического крепления. Деталь, лежащая на рабочей поверхности, мгновенно притягивается или отпускается. Станочнику не надо крутить винты или ждать, когда они затянутся механически. При этом исключается перетягивание болтов.
Преимущества магнитного стола в быстром закреплении детали без вмятин и деформаций. Минус установки в ограниченном количестве материалов – только углеродистые и легированные стали намагничиваются.

Конструкция
Поворотный стол состоит:
Червячный вал образует зубчатое зацепление с диском и вращение с одной плоскости передается в другую. Все детали установлены в корпусе, планшайба сверху. В основании имеются пазы для крепления к рабочей поверхности оборудования.
ГОСТы
Основной документ, определяющий соответствие приспособления, ГОСТ 16935-93 Столы поворотные круглые с ручным и механизированным приводом. Он включает в себя требования к качеству материала корпуса: ГОСТ 1412, и ГОСТ 977. Конус изготавливается в соответствии с ГОСТ 2848. Приемка производится по ГОСТ 25889.2.
Сертифицированные модели
Наличие сертификата говорит о соответствии изделия всем стандартам и требованиям безопасности. Только после проверки по перечню характеристик, выдается сертификат качества. К таким моделям относятся следующие.
PROMA OS-250 250001
Применяется для фрезерных работ, сверления, нарезания резьбы.
Устанавливается на небольшие фрезерные станки для изготовления единичных деталей и небольших партий.
Homge HUT-300 универсальный
Угол наклона 90 градусов. Установка заготовки упрощается за счет наличия 2 блокирующих болтов.

TSK 200 стол поворотный наклоняемый
Применяют для кругового фрезерования, расточки, создания углов и сложных конфигураций.
Кроме этих приспособлений, сертифицированы модели Vertex, Энкор корвет, изделия компании Purelogic R&D и многие другие.

Примерная стоимость
Цена зависит от конструкции и места продажи. В среднем круглый фрезерный стол продается в пределах 40 000 руб. За поворотный круглый с ручным и механическим перемещением просят 75 000 руб. Горизонтально- вертикальное устройство обойдется в среднем 113 000 руб.
Самодельный наклонно-поворотный для станков по металлу и дереву
В домашней мастерской, где стоит фрезерный станок, хорошо иметь в числе приспособлений поворотный стол. Они продаются в магазине, если надо изготавливать много деталей. Любители могут сделать приспособление сами.
Необходимые инструменты и материалы
Самостоятельно изготовить приспособление проще всего из токарного патрона. Для этого потребуются инструменты:
Поворотный стол состоит из деталей:
К основанию привариваются ушки с отверстиями под болты для крепления к рабочей поверхности станка. Лимб устанавливается между 2 шайбами выше основания. В теле патрона вырезается смотровое окно, чтобы видеть деления. Деталь зажимается в кулачки и проворачивается вручную.
Чертежи и расчет: При самостоятельном изготовлении приспособления из подручных материалов делается расчет хода червячного вала и количества зубьев на диске через его радиус. Затем подбирается метчик с нужным шагом для нарезки диска.
Пошаговая инструкция
Диск закрепляется на верстаке, одевается на ось. Устанавливаются фиксаторы. Вкручивается возле кромки винт, в который упирается метчик, вставленный в электродрель. Боком он упирается в поверхность диска. При вращении нарезает зуб. Червяк устанавливается в корпус в зацепление с нарезанными зубьями на диске. На его конец одевается лимб с ручкой. Все крепится к основанию.
Техника безопасности
При изготовлении приспособления необходимо проверить состояние инструмента и проводов электродрели и сварочного аппарата, заземление оборудования и розеток. Даже в домашней мастерской следует одевать спецовку с длинными рукавами и защитные очки. Рабочее место, должно быть очищено от лишних предметов и хорошо освещено.
Стол поворотный для фрезерного станка увеличивает функциональность оборудования, позволяет делать более сложные детали с меньшими затратами времени. Для домашнего использования приспособление можно сделать самостоятельно.
Синдром слабости синусового узла
Синусовый (сино-атриальный) узел является источником электрических возбуждений и водителем ритма сердца первого порядка. Он локализуется в стенке правого предсердия и продуцирует импульсы частотой 60—80 в минуту. СА-узел подчиняется влияниям ВНС (вегетативной нервной системы) и гормональных систем, это проявляется изменениям ритма адекватно потребностям организма во время физической, психоэмоциональной активности, состоянии сна или бодрствования.
При синдроме слабости синусового узла происходит утрата СА-узлом лидирующей позиции в генерации сердечного ритма.
Классификация СССУ
Формы заболевания СССУ
Симптомы СССУ
Клинически выраженное нарушение функции синусового узла происходит когда остается менее 1/10 работающих клеток-водителей ритма.
Клиническую картину СССУ формируют 2 основные группы симптомов: кардиальные (сердечные) и церебральные (мозговые).
Больные жалуются на ощущение замедленного, нерегулярного пульса, замирания сердца, в случае выраженной брадикардии боли в проекции сердца, за грудиной давящего, сжимающего характера вследствие снижения кровотока по коронарным артериям. Может присоединяться аритмия (пароксизмальная тахикардия, суправентрикулярная и вентрикулярная экстрасистолия, фибрилляция, трепетание предсердий — это ощущается перебоями в работе сердца, сердцебиением, «кувырканием» сердца. При неблагоприятном течении развивается фибрилляция желудочков, часто являющаяся причиной внезапной сердечной смерти.
Мозговая (церебральная) симптоматика на начальных стадиях СССУ представлена неспецифическими признаками: общая слабость, утомляемость, раздражительность, эмоциональная неустойчивость, снижение памяти и внимания.
По мере развития синдрома слабости синусового узла появляется сонливость, предобморочные состояния, кратковременные потери сознания (приступы Морганьи-Адамса-Стокса), связанные с резким ухудшением кровоснабжения головного мозга. Как правило такие обмороки проходят самостоятельно.
Прогрессируют и головокружение, шум в ушах, слабость, страдает эмоциональная сфера, значительно снижается работоспособность, память, нарушается сон.
Естественно, что при СССУ ухудшается кровоснабжение не только сердца и головного мозга — страдают и другие органы. Нарушается функция почек, больной замечает уменьшение количества мочи; нарушается пищеварительная функция; снижается тонус и сила скелетных мышц.
Причины СССУ
Первичная дисфункция:
Вторичная дисфункция:
Диагностика СССУ
Для выявления органической патологии миокарда применяют ЭхоКГ (УЗИ сердца), реже томографию сердца.
Лечение СССУ

Тактика лечения синдрома слабости синусового узла зависит от степени дисфункции синусового узла, причины болезни, клинических проявлений, выраженности нарушений гемодинамики. Вторичный характер патологии подразумевает лечение основного заболевания.
При легких и умеренных формах СССУ используются лекарственные препараты. Если медикаменты не дают эффекта, либо развивается сложная, комбинированная с другими нарушениями ритма, или острая, тяжелая форма дисфункции синусного узла, нарушающая регионарное и системное кровообращение, показана установка электрокардиостимулятора.
Установочно-крепежные и синусные приспособления для выполнения шлифовальных работ
Применение различных типов универсальных приспособлений на шлифовальных станках позволяет значительно упростить обработку сложных профилей деталей, штампов и пресс-форм и повысить качество и точность их изготовления.
Лекальные тиски (рис. 2) отличаются от обычных машинных более высокой точностью изготовления; при необходимости их можно устанавливать на синусные приспособления для обработки сложных профилей деталей. При изготовлении тисков необходимо обеспечить, чтобы губка 2 (со сменной губкой 3) поворотом винта 4 плавно перемещалась по направляющим и чтобы при зажатии детали губку не отжимало и не возникал в процессе шлифования перекос детали.
В основании 1 тисков имеется несколько резьбовых отверстий, предназначенных для крепления тисков на различных приспо
соблениях. Взаимно перпендикулярные боковые стороны и основание тисков дают возможность обрабатывать различные плоскости деталей с погрешностью +2′ за одну их установку, используя для этого поворот тисков и прижим их к упорам на столе станка соответствующими опорными боковыми плоскостями.
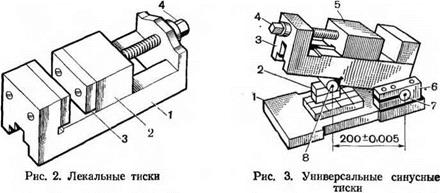 |
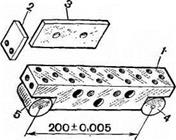
Универсальные синусные тиски (рис. 3) обеспечивают высокую точность измерения закрепленных на них деталей в
 процессе шлифования или контроля. Корпус тисков 3 шарнирно соединен осью 7 с зажимной планкой 6, закрепленной на основании 1. В нижней части корпуса тисков на расстоянии 200+0,005 мм от оси 7 установлен ролик 8, который при настройке тисков на требуемый угол устанавливают на блок плиток 2, уложенных на основании, а деталь крепят зажимом подвижной губки 5 с помощью винта 4.
процессе шлифования или контроля. Корпус тисков 3 шарнирно соединен осью 7 с зажимной планкой 6, закрепленной на основании 1. В нижней части корпуса тисков на расстоянии 200+0,005 мм от оси 7 установлен ролик 8, который при настройке тисков на требуемый угол устанавливают на блок плиток 2, уложенных на основании, а деталь крепят зажимом подвижной губки 5 с помощью винта 4.
На рис. 4 показан универсальный столик, используемый при шлифовании и контроле наклонных поверхностей деталей. Металлический угольник 1 шарнирно соединен осью 2 с синусным столиком 3. В нижней части столика закреплена винтами упорная планка 4 под углом 90°, на боковых сторонах столика имеются пазы 5 для крепления обрабатываемых деталей. При обработке наклонных поверхностей на шлифовальном станке, в первую очередь, необходимо для заданного угла а рассчитать длину плиток 7 концевых мер, после чего их укладывают между роликом 6 синусного столика и вертикальной плоскостью угольника 1, а затем закрепляют столик 3 болтами 8.
При зма, изображенная на рис. 5, а, отличается тем, что на боковых сторонах ее корпуса 1 имеются пазы для установки прижимной скобы и резьбовые отверстия для крепления хомутика 2, который, в свою очередь, служит для установки и крепления ци-
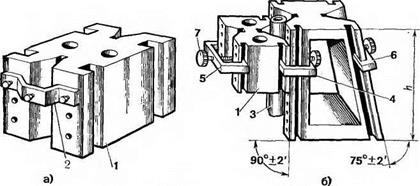
Рис. 5. Формы и размеры призм:
а — квадратная призма, 6 — схема сборки квадратной и угловой призм
линдрических деталей при шлифовании торцов, скосов и лысок. Кроме того, с помощью боковых пазов призма может крепиться хомутиком к углозой призме (рис. 5, б) или к специальному угольнику.
Для выполнения на плоскошлифовальных станках точных наклонных поверхностей на деталях широко применяют угловые призмы с разными углами (типа УСП). При изготовлении призм сначала шлифуют их базовые поверхности под углом 90°±2′ и плоскости призматических установочных пазов под углом 60°±2′. После этого с одной установки шлифуют опорные поверхности, выдерживая размеры h. Затем у каждой в отдельности призмы шлифуют наклонные поверхности под углом а—75°±2′. При этом углы р могут быть 15, 30, 45, 60 и 75° (см. рис. 5,6).
В производстве имеется несколько видов специальных угольников и угловых призм, которые входят в состав универсальных блоков, используемых для установки на них различных деталей при шлифовании наклонных поверхностей. На рис. 5, б показана угловая призма с углом а=75°±2′, собранная в блоке (УСП) с квадратной призмой. Между ними уложен центрирующий валик 3, закрепленный хомутиком 4. Для удобства крепления деталей при шлифовании их поверхностей на призмах имеются хомутики 5 к 6 с винтами 7.
На рис. 6 показано сборочное приспособление, состоящее из угольника 3, призмы 2 и валика 4, установленных на столе 1 плоскошлифовального станка. При сборке между угольником и призмой устанавливают контрольный фиксирующий валик 4 и закрепляют их болтами 5. Убедившись, что плоскости угольника и призмы собраны с соблюдением высоты h и параллельны друг
другу, на призму 2 укладывают и закрепляют болтами 6 деталь, после чего приступают к шлифованию.
 |  |
Чтобы угловую призму (рис. 7) можно было использовать в ка-
честве синусной линейки, в нижней ее части устанавливают ролики 1, 2 и упорную планку 3 для удобства укладки на нее деталей.
 |  |
Синусная линейка, изображенная на рис. 8, имеет на боковых сторонах корпуса 1 закрепленные под углом 90° планки 2 и 3, а на верхней плоскости — резьбовые отверстия для точной установки и крепления детали при ее обработке и контроле. Корпус 1 линейки и ролики 4 и 5 изготовляют из стали и термически обрабатывают до твердости HRC 54—58. Затем шлифуют все шесть сторон корпуса и его выступ под углом 90°±1/- Две боковые площадки выступа доводят, чтобы в процессе сборки к ним точно прилегали ролики 4 а 5. При установке и креплении роликов к плоскостям корпуса 1 нельзя допускать перекос между ними. Поэтому, чтобы выдержать точный размер 200±0,005 мм между центрами роликов (см. рис. 8), отверстия в них следует выполнять большего (на
Рис. 8. Синусная линейка Рис. 9. Синусная линейка с угло
0, 3—0,5 мм) диаметра, чтобы при закреплении винтами ролики не отжало от площадок выступа корпуса линейки. Эти способы обработки и крепления роликов рекомендуются для всех типов синусных линеек.
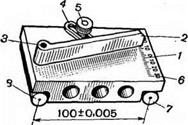
Синусная линейка с угломерной шкалой 6 (рис. 9) предназначена для контроля сложных профилей деталей. Поворот линейки на необходимый угол осуществляется вокруг штифта 3 по градуированной шкале на плите 1. Для фиксации линейки 2 в нужном положении используют прижим 4 и винт 5. Расстояние между осями роликов 7 и 8 равно 100±0,005 мм.
 Универсальная синусная линейка (рис. 10) предназначена для контроля и шлифования профилей деталей. Верхняя плита 1 шарнирно соединена осью 8 с нижней плитой 7. Упорный угольник 2 и упорную планку 3,
Универсальная синусная линейка (рис. 10) предназначена для контроля и шлифования профилей деталей. Верхняя плита 1 шарнирно соединена осью 8 с нижней плитой 7. Упорный угольник 2 и упорную планку 3,
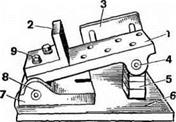
Рис. 10. Универсальная синусная линейка
к которым устанавливают детали, закрепляют болтами 9. На верхней плите на расстоянии 150±0,005 мм от оси 8 вставлен ролик 4 при настройке на требуемый угол ролик устанавливают на блок плиток 5, уложенных на плите 6.
Универсальный трехповоротный синусный столик с электромагнитной плитой значительно упрощает и ускоряет процесс шлифования сложных деталей (рис. 11), плоскости которых расположены под углами. В нижней плите 1 столика имеются углубления, в которых на расстоянии 200±0,005 мм друг от друга установлены и закреплены два ролика 2. В верхней части плиты вставлена в проушину ось 3, около которой поворачивается плита 4. Угол поворота устанавливают с помощью блока плиток концевых мер 5. На верхней части плиты 4 в проушины вставлена ось 6, около которой вместе с электромагнитной плитой 8 поворачивается плита 7, установленная под углом к блоку плиток концевых мер 9.
Универсальные лекальные тиски с поворотным синусным устройством (рис. 12, а) предназначены для шлифования наклонных сложных сопряженных профилей деталей штампов и пресс-форм. Тиски имеют корпус 1, винт 2 и подвижную губку 3, на которой закреплены с двух сторон планки 4 с полукруглой поворотной губкой 5. На передней части корпуса шарнирно соединена осью 6 поворотная губка 7 с призматическим пазом и роликом 8, закрепленным в пазу нижней ее части на расстоянии 100±0,005мм от оси 6. Поворотная губка 7, шарнирно соединенная осью 6 с кор-
 |
пусом, дает возможность вводить в конструкцию ТИСКОВ синусное устройство, в котором размер 100±0,005 мм между плоскостью корпуса и осью ролика 8 является расчетной величиной. С помощью
блока плиток концевых мер 9 устанавливают заданный угол, посредством которого определяют высоту набора плиток h= =50 sin (45° — у)—2, где у — угол поворота плоскостей губок тисков; 2 — толщина (в мм) стальной пластины А, предусмотренной для удобства установки и контроля угла поворотной губки 7, а при необходимости и корректирования угла за счет толщины пластины.
Для ускорения и обеспечения точности шлифования сложных профилей детали под разными углами на боковых сторонах и в углах корпуса тисков выполнены призматические углубления, в которых на расстояниях 100±0,005 и 200+0,005 мм друг от друга установлены и закреплены ролики 10 и 11.
На рис. 12,6 показан один из способов использования описанных тисков. Прежде чем приступить к шлифованию профиля детали 13, тиски устанавливают на магнитную плиту 14 так, чтобы ролики 10 упирались в угольник 12, закрепленный на боковой стороне плиты. Затем подсчитывают угол а и укладывают блок плиток 9 на плоскость корпуса тисков, после чего опускают на нее ролик 8 губки 7, устанавливают деталь 13 между губками 5 и 7 и закрепляют ее винтом 2 и подвижной губкой 3. Убедившись, что деталь жестко закреплена в тисках, подводят шлифовальный круг к детали и шлифуют плоскость на ее профиле (операция I), затем круг снимают и на его место устанавливают другой, профилируют у него вогнутую поверхность, подводят круг к детали 13 и шлифуют на ней выпуклую поверхность (операция II). Затем, не снимая круг, профилируют у него с другой стороны вогнутую поверхность соответствующего радиуса (по чертежу) и шлифуют вторую выпуклую поверхность профиля детали (операция III). При этом периодически проверяют профиль поверхности радиусомером или шаблонами.
На рис. 12, в показан другой способ шлифования углового профиля пуансона 15 (типа ласточкина хвоста). В данном случае, не меняя установки тисков 1 на магнитной плите 14, подсчитывают угол а, соответствующий углу сц профиля пуансона (согласно рабочему чертежу), и опускают на блок плиток 9 ролик 8 губки 7. Затем устанавливают на плоскость губки 7 и на ролик 16 пуансон 15 и закрепляют его винтом 2 и губками 3 и 5. Убедившись, что пуансон жестко закреплен в тисках, подводят запрофилиро — ванный под углом аі круг 17 и шлифуют внутреннюю поверхность пуансона, периодически проверяя его профиль с помощью двух роликов, плиток концевых мер или на микроскопе.